サンプリング・検査・測定
1. サンプリング
(1) サンプル
「母集団の情報を得るために、母集団から採られた一つ以上のサンプリング単位(JISより)」
(2) 母集団
① 無限母集団
生産工程(現在の生産条件で無限に加工を繰り返した品質状態の品物)。
② 有限母集団
ロット(検査に提出されるまとまった量の品物)。
(3) サンプリング
データを測定するために、母集団から標本(サンプル)を採ること。
サンプリング誤差が生じる。
① 単純ランダムサンプリング
母集団を構成する各部分がサンプルの中に含まれる機会が同じになるようなサンプリング方法。
② 二段サンプリング
母集団が多数の部分集団にわかれている時、一次抜取単位をサンプリングし、その中から二次抜取単位をサンプリングする方法。
③ 層別サンプリング
母集団が異質性分から構成されている時、あらかじめ母集団を階層に分けて、その各層それぞれからサンプリングする方法。
④ 集落サンプリング
都市や町村を一つの抜取単位と考え、ランダムにいくつかの都市や町村を選び、その全体を調査するサンプリング方法。
⑤ 系統サンプリング
母集団を構成するものに通し番号をつけておき、はじめの標本だけランダムに選び、あとの標本は一定間隔(インターバル)で系統的に抽出する方法。
![]()
2. 検査とは
(1) 定義
「品物またはサービスの一つ以上の特性値に対して、測定、試験、検定、ゲージ合わせなどを行って、規定要求事項と比較して適合しているかどうかを判定する活動(JISより)」
品物を何らかの方法で試験した結果を、品質判定基準と比較して判定を下すこと。
(2) 機能
① 個々の製品に対して実施:適合品・不適合品の判定
② ロットに対して実施:合格・不合格の判定
(3) 役割
① 不適合品を後工程に渡らないように品質を保証すること。
② 検査で得られた情報を、工程にフィードバックすること。
(4) 検査設計
工程のどのポイントにおいて、どのような項目を、いつ、だれが、どのような方法で測定し、どう判定するか決めること。
(5) 移行のルール
前工程の工程能力に応じて検査の方法を移行する。固定して考えない。
3. 検査の種類
(1) 性質による分類
① 非破壊検査
② 破壊検査
破壊検査を要する場合、検査では無く、製造工程の管理によって、品質保証をしなければならない。
(2) 方法による分類
① 全数検査
② 抜取検査
ロットの一部(サンプル)を検査し、判定する。
・ 破壊検査を要する場合
・ ある程度の不適合品の混入が許される場合
・ 継続的な部品や購入品の受け入れの際に、ロットの品質を確認する場合
・ 実績が少なく無試験検査や間接検査に移行する情報量が少ない場合
③ 無試験検査
前工程からの品質・技術情報をもとにして、検査のためのサンプル試験を省略する。
※ 間接検査
受け入れロットごとの供給者側の検査成績書類を必要に応じて確認することにより、受け入れ検査を省略する。
(3) 段階による分類
① 受入検査(購入検査)
② 工程内検査(中間検査)
③ 出荷検査(最終検査)
4. 抜取検査
検査対象ロットから抜き取ったサンプル測定し、評価基準と比較して、ロットの合格・不合格を決める。一般にランダムサンプリングが行われる。
(1) 抜取検査の問題
合格ロットでも不適合品が混入する可能性がある。
(2) 合否判定抜取検査
相互に合意した水準以上の品質で、生産者がロットを提出していることを確かめ、合格可能なロットを消費者が受け入れられるようにする。
(3) 計量値と計数値
① 計量値抜取検査
サンプルを試験し、得られたデータの平均値・標準偏差を合格値と比較して判定する。
② 計数値抜取検査
サンプルを試験し、不適合品数を合格判定個数と比較して判定する。
(4) 抜き取り検査の方式
① 逐次抜き取り検査
1個ずつあるいは一定個数ずつのサンプルが検査される。
![]()
② 多回抜き取り検査
定められた大きさのサンプルが検査され、一定回数までに合格・不合格の判定をする。
![]()
③ 連続式抜き取り検査
アイテムごとの適合・不適合を、品質に応じて、一定期間の全数または抜き取り検査が行われる。
④ スキップロット検査
定められた数のロットが基準を満たした場合に、連続するロットのうちいくつかは検査なしに合格とする。
(5) 抜き取り検査の型式
① 規準型
合格・不合格としたい品質を設定し、サンプルサイズと合格判定基準を定める。
新規品や購入の頻度が少ない場合、品質が予測できない場合に用いる。
② 選別型
不合格ロットは全数検査。
③ 調整型
実績に応じて、ゆるい・なみ・きつい検査を適用する。
連続したロットを継続的に検査する場合に用いる。
(6) 計数規準型抜取検査の手順
① 各値の設定
P0 :合格させたいロットの不適合品率の上限
P1 :不合格にしたい不適合品率の下限
![]() :生産者危険確率(品質の良いロットが不合格になる確率)
:生産者危険確率(品質の良いロットが不合格になる確率)
![]() :消費者危険確率(品質の悪いロットが合格になる確率)
:消費者危険確率(品質の悪いロットが合格になる確率)
② 検査表から、サンプルサイズnと合格判定個数cを求める。
矢印に従い、値を採用する。
表の値が*の場合、補助表を使う。
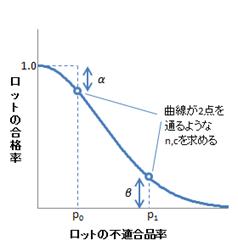
(7) OC曲線(検査特性曲線)
ロットの不合格率に対する、ロットの合格率を示す。
n :検査ロットからランダムに抜き取るサンプルの大きさ
c :ロットを合格と判定する最大の不適合品数(合格判定数)
x :n の中から発見された不適合品数
![]() :生産者危険確率(品質の良いロットが不合格になる確率)
:生産者危険確率(品質の良いロットが不合格になる確率)
![]() :消費者危険確率(品質の悪いロットが合格になる確率)
:消費者危険確率(品質の悪いロットが合格になる確率)
![]() ⇒合格
⇒合格
![]() ⇒不合格
⇒不合格
(8) 計数調整型抜取検査の手順
① 各値の設定
N:ロットサイズ
AQL:合格品質水準
検査水準Ⅰ~Ⅲ
判定の厳しさ
・ なみ検査:品質水準がAQL付近にあると考えられるとき。
・ きつい検査:品質水準がAQLよりも確実に悪いとき。
・ ゆるい検査:品質水準がAQLよりも確実に良くかつ今後もAQLよりも良い品質が続くと考えられるとき、サンプルの大きさを減らして行う検査。
② サンプル文字を求め、さらにn:サンプルサイズ , Ac :合格判定個数, Re:不合格判定個数 )を求める。
5. 官能検査
人間の感覚を用いて品質特性を評価し、判定基準と照合して判定する。
(1) 評価基準
標準試料を用いた相対評価を行う。標準見本や限度見本を標準試料とすることが望ましい。
(2) 官能特性の計量化
検査作業の省力化・安定化を目的に、官能特性の評価基準を対応する物理量に置き換える。
官能特性を構成する細部特性を明確にし、寄与率の高い細部特性の物理特性を検討する。
6. 測定
(1) 計測
「特定の目的をもって、物事を量的にとらえるための方法・手段を考究し、実施し、その結果を用い初期の目的を達成すること(JISより)」
(2) 計測の不確かさ
「合理的に測定量に結び付けられえる値のばらつきを特徴づけるパラメータで、測定結果に付記される。(JISより)」
・ パラメータの例:標準偏差の倍数・信頼水準を明示した区分の半分
・ 不確かさの成分の一部は、一連の測定結果の統計的分布に基づいて推定可能で、試料標準偏差で示すことができる。
・ 測定の結果は、測定量の値の最良推定値であると理解されている。
・ 全ての不確かさの成分は、ばらつきに寄与する。
(3) 測定誤差
① かたより:測定を何回も繰り返した時のデータの平均値と真の値との差。
② ばらつき:個々のデータと真の値との差。
(4) 計測器
測定量の値、物理的な状態を表示、指示または記録する器具で、これらの調節、積算、警報の機能を併せ持つものを含む。
使用目的に合った、測定範囲や分解能を持つものを用いなければならない。
(5) 計測器管理
「生産活動またはサービスの提供に必要な計測器の計画、設計・製作、調達から保全を経て廃却・再利用に至るまで、計測器を効果的に活用する管理。(JISより)」
(6) 計測器の校正
「計器または測定系の示す値、もしくは実量器または標準物質の表す値と、標準によって実現される値との関係を確定する一連の作業。計器を調整して誤差を修正することは含まない。(JISより)」
標準と計測器との間の差異を求めること。
(7) 計測器のトレーサビリティ
「不確かさが全て表記された切れ目ない皮革の連鎖によって、決められた基準に結び付けられえる測定結果または標準の値の性質。基準は通常、国家標準または国際標準である。(JISより)」
「定められた間隔または使用前に、国際または国家計量標準にトレース可能な計量標準に照らして校正または検証すること。(ISO9001より)」
(8) 計測標準
他の計測器を比較・構成する目的で、ある量の一つ以上の既知の値の単位量の定義を実現、保存または再生を意図した夕景の基準器・計測機またはシステム(JISより)」
① 一次標準
「最高の特性を持ち、同一の量の他の標準への参照なしにその値が認められた標準(JISより)」
国家標準・国際標準など。
② 二次標準
「同一の量の一次標準と比較して値が決定された標準(JISより)」
③ 参照標準
「一般にある場所またはある組織内で利用できる最高の計量性能を持ち、そこで行われる測定の基になる標準(JISより)」
④ 実用標準
「計器・実量器または標準物質を、日常的に校正または検査するために用いられる標準(JISより)」
社内標準など。
(9) 計量法認定事業者制度(JCSS)・計量標準供給制度
① 国家標準(国家計量標準):指定校正機関の特定標準器の校正に用いる。
② 特定標準器:指定校正機関で、認定業者の二次標準器の校正に用いる。
③ 二次標準器:認定事業者で、社内標準器の校正に用いる。
④ 社内標準器:計測器の社内校正に用いる。