QC7つ道具(Q7)
1. 層別
(1) 層別とは
「母集団をいくつかの層に分割すること。層は、部分母集団の一種で、相互に共通部分を持たず、それぞれの層を合わせたものが母集団に一致する。目的とする特性に関して、層内がより均一になるように層を設定する。(JISより)」
(2) 層別の項目(5M1T1E)
① 人(Man):作業者・測定者
② 機械・設備(Machine)
③ 原材料 (Material):メーカー・仕入れ先・購買時期・ロット
④ 方法 (Method):作業手順
⑤ 測定 (Measurement):測定機器・測定方法
⑥ 時間(Time)
⑦ 環境(Environment):気温・湿度・気象
2. グラフ
(1) グラフとは
データを平面的・立体的に図示することによって、数値の大きさを視覚的に把握できる。
(2) グラフの種類
・ 折れ線グラフ
・ 棒グラフ
・ 円グラフ
・ レーダーチャート
・ 帯グラフ:帯の幅を100%として、各項目の占める割合を示す。
・ ガントチャート:日程の管理に使い、計画と実績の進捗を示す。
3. ヒストグラム(度数分布図)
(1) ヒストグラムとは
「計量特性の度数分布のグラフ表示の一つ。測定値の存在する範囲をいくつかの区間に分けた場合、各区間を底辺とし、その区間に属する測定値の度数に比例する面積を持つ長方形を並べた図。(JISより)」
ヒストグラムで用いた区間の幅が一定ならば、長方形の高さは各区間に属する値の度数に比例する。したがって、この場合には高さに対して度数の目盛りを与えることができる。
品質特性値、製造条件などの計量値を、データ全体の姿=分布の状態として調べる手法。
分布の形、規格値との比較から、工程の状態・能力を知ることができる。さらに工程能力指数PCIの検討をする。
(2) 作り方
① データの採取
層別・ランダムサンプリングに注意する。必要なデータ数は50個以上。
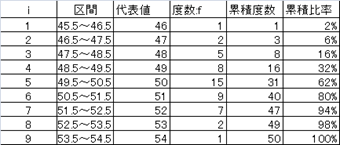
② 度数表
区間の幅h は、最大値xMAX 、最小値xMIN 、データ数n から、
![]()
③ ヒストグラム
横軸に代表値、縦軸に度数をとる。
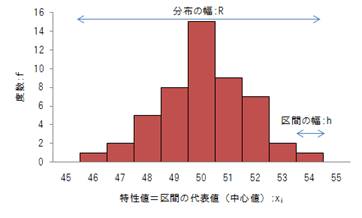
(3) ヒストグラムの見方
正規分布の条件としては、左右対称分布で、釣鐘型の分布であること。
累積比率に関しては、正規確率紙を用いて正規性の検討をする。
分布の様子
① 一般型(理想型)
釣鐘型の左右対称分布。
② 二山型
異質の母集団からのデータが混じっている場合。⇒層別する。
③ 絶壁型
出荷検査で不適合品を取り除き、適合品だけで作った場合。
④ 離れ小島型
工程変動が突発的に発生し、見逃した場合。
⑤ 歯抜け型
データの区間分けのやり方がまずい場合。
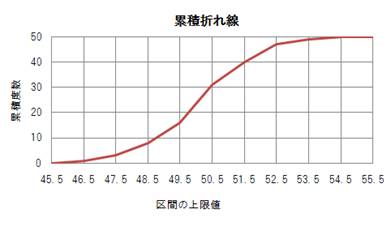
(4) 累積折れ線
級の上限を横軸に、累積度数を縦軸にとって打点し、それらの点を結んで得られる折れ線を累積折れ線という。
4. 管理図
(1) 管理図とは
「連続した観測値もしくは群のある統計量の値を、通常は時間順またはサンプル番号順に打点した、上限管理境界線および/または、下限管理限界線を持つ図。打点した値の片方の管理限界方向への傾向の検出を補助するために、中心線が示される。(JISより)」
工程が安定な状態であるか、または、異常な状態(見逃せない原因による変動)であるかを判別する。
シュハート管理図(3シグマ法管理図)
「工程が統計的管理状態であるかどうかを評価するための管理図。(JISより)」
3シグマ限界を管理状態とする。
(2) 品質特性のばらつきの原因
① 偶然原因(安定な状態で発生するばらつき)
統計的管理状態で発生する、不可避な、突き止められない原因によるばらつき。
② 異常原因(異常な状態で発生するばらつき)
工程に見逃せない異常事態(いつもと違った意味のあるばらつき)が発生した場合に生じる、突き止められる原因によるばらつき。
工程に適切な処置をとり、再発を防止する。
(3) 管理図の使用目的
① 解析用管理図(標準値が与えられていない場合の管理図)
解析(改善)段階において、工程解析に用いられる管理図。
中心線は実線で、管理限界線は破線で描く。
測定したデータで管理限界線を計算したり、ヒストグラムを作って解析検討を行う目的で使用する。
※ 工程解析:工程から生み出される製品の品質特性と、その影響を及ぼす要因との関係を明らかにすること
② 管理用管理図(標準値が与えられている場合の管理図)
維持段階において、管理図本来の目的に沿った管理図。
中心線は実線で、管理限界線は一点鎖線で描く。
(4) 管理図の用語
① 中心線(CL):平均値を示す線
② 管理限界線:上方管理限界(UCL)と下方管理限界(LCL)
③ 群:サンプリングデータ一組をとるためのサンプル
④ 群の大きさ(n):データ一組のサンプル個数(2~6個)
⑤ 群の数(k):群が何組あるか
⑥ 特性値:各群の平均値・範囲・標準偏差(σ:シグマ)など
(5) シュハート管理図の見方
A) 安定状態(=統計的管理状態)
① 点が管理限界線(±3σ)の外に出ない(線上はセーフ)。
② 点の並び方に癖がない。
B) 異常状態
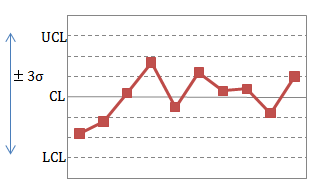
① 1点が管理限界線(±3σ)を越える。
② 連が現れる(9点が中心線の同じ側に連続してある)。
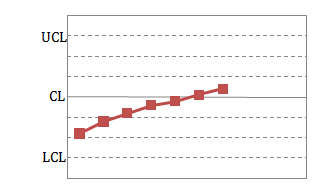
③ 傾向・周期性がある(6点が連続して増加・減少する、14点が交互に増減する)。
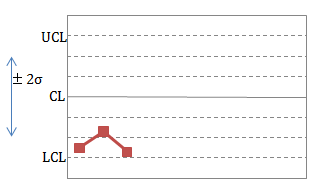
④ 点が管理限界線にしばしば接近する(連続する3点中2点が±2σを超える)。
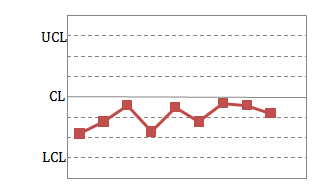
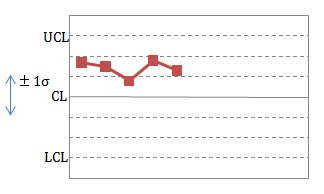
⑤ 点が中心線の遠くに集まって現れる(連続する5点中4点が±1σを超える、8点が連続して±1σを超える)。
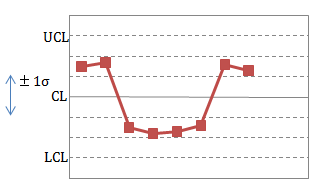
⑥ 点が中心線の近くに集まり過ぎている(15点が連続して±1σ以内にある)。
(6) 結果の管理
製品の品質特性を測定し確認すること。
(⇔条件の管理:作業標準に従った作業が行われるように管理)
(7) 管理図の種類
|
|
種類 |
管理対象 |
使用状況 |
理論分布 |
|
計 量 値 |
|
平均―範囲 |
一般的 |
正規分布 |
|
|
中央値―範囲 |
簡易的 |
||
|
|
平均 ―標本標準偏差 |
高精度 |
||
|
|
個々のデータ ―移動範囲 |
nが少ない場合 |
||
|
計 数 値 |
|
不適合品数 |
nが一定の場合 |
二項分布 |
|
|
不適合品率 |
nが変わる場合 |
||
|
|
不適合数 |
不適合品数が少なく、 nが一定の場合 |
ポアソン分布 |
|
|
|
単位当たり 不適合数 |
不適合品数が少なく、 nが変わる場合 |
5. 散布図
(1) 散布図とは
「2つの特性を横軸と縦軸とし、観測点を打点して作るグラフ表示。(JISより)」
条件などの原因系xに対する、品質特性などの結果系yとの関係(単相関)を調べるために用いられる。相関度合いは相関係数rで表される。
データ対を30組以上集める。
詳細を検定する場合には、相関分析・回帰分析を行う。
(2) 散布図の見方
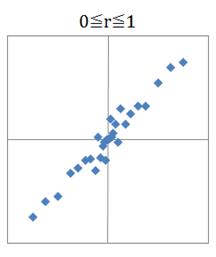
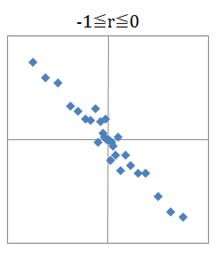
① 単相関の関係にある
・ 正の相関あり(0≦r≦1)
・ 負の相関あり(-1≦r≦0)
② 単相関の関係にない
・ 全く相関が無い
・ 曲線関係にある
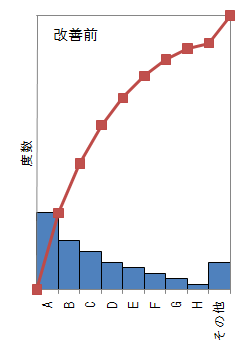
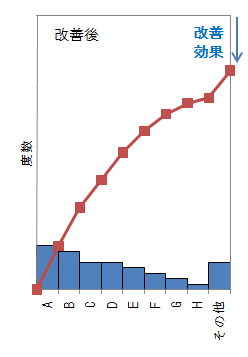
6. パレート図
(1) パレート図とは
「項目別に層別して、出現頻度の大きさ順に並べるとともに、累積和を示した図。(JISより)」
一般的に、不適合品数や損失金額の大部分は、ごくわずかな不適合項目によって占められている。これをパレート図で示すと、多数軽微項目よりも、少数重点項目の重要性が理解できる。
すなわち、パレート図は、重点志向を表す。
(2) パレート図の作り方
・ 縦軸は、不適合品数などよりも、むしろ損失金額で表すほうが、経営的な問題に直結する。
・ 改善前後の比較のために、縦軸の目盛りを合わせる。
・ 「その他」の項目は、最後にする。
7. チェックシート
(1) チェックシートとは
目的に合ったデータを、日常作業をしながら簡単に記録でき、必要なデータをタイムリーに収集するための記録方法。
問題解決・日常管理・改善に活用される。
JISには定義されていない。
(2) チェックシートの種類
① 記録用
不適合品対策・工程能力調査などの目的のためにデータをとるチェックシート。
・ 不適合項目
・ 不適合要因
・ 不適合位置
・ 分布状況:ヒストグラムや管理図に反映される。
② 点検用
日常点検作業の際に、点検項目を満足しているか調査するためのチェックシート。
8. 特性要因図
(1) 特性要因図とは
「特定の結果と原因系の関係を系統的に表した図。(JISより)」
ある一つの「結果」に対して、数多くの「原因」を体系的に整理して描く。
Q7の中で、唯一数字を取り扱わない。言語情報を取り扱う。
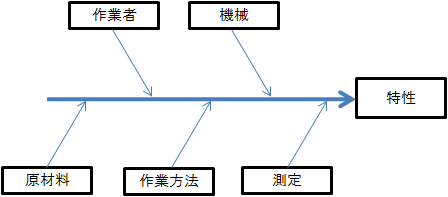
(2) 特性要因図の作り方
・ 「結果」として具体的な特性を挙げる。
・ 大骨には、特性に与える基幹要因として、5Mを参考にする。
・ ブレーンストーミングのルールで話し合いを進める。
・ 出来上がったら全員でチェックする。
・ 検討の結果、特性に対して影響の最も大きいと考えられる要因を赤で囲み、ほかと識別できるようにする。
※ ブレーンストーミングの4原則
① 批判禁止
② 自由奔放
③ 質より量を求める
④ アイデアを結合し、発展させる